
Common implementation method of CNC machining chamfer
Chamfering is the most common structural feature of a part. It usually has two types of chamfering and rounding. Generally, the chamfering function is to remove burrs. Some special emphasis on chamfering is for installation process requirements, such as mounting guide. Reduce stress concentration and ease assembly.
There are three common methods for machining chamfering. One is chamfering cutter programming and milling, the other is macro programming and programmable parameter command G10 programming, and the third is automatic programming using CAD/CAM software.
◆ Forming cutter chamfering
1, forming cutter type
Chamfered forming cutters, also known as chamfering knives, can be divided into monolithic and disposable, integral knives (see Figure 1), which can be used in special sharpening when worn or raked Grinding on the machine, after sharpening, can continue to use until the cutting length is exhausted. The disposable tool (see Figure 2) can be used on the other side of the blade when it is worn, such as worn or raked, until the blade is scrapped and the shank can be used repeatedly.

倒角刀又可分成单刃、三刃、多刃和角度分的45°、60°、90°、120°倒角刀等,其中60°和90°最为常见。倒角刀根据其结构特点可用来加工锥孔、轮廓倒角,此外,单刃倒角刀可在电钻上加工出光洁的锥面;三刃倒角刀可加工型面较长的锥孔。总之,倒角刀是实际生产中应用相对比较广泛的一种成形刀具。
2、成形铣刀倒小孔倒角
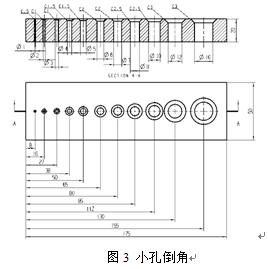
小孔轮廓倒角最简单的使用方法是使用成形铣刀,其加工原理是:主轴旋转,Z向进给完成加工,编程可借助孔加工循环指令(G81)或直接使用G01编程。下面就一组小孔倒角(见图3)举例编程。
(1)刀具选用与对刀
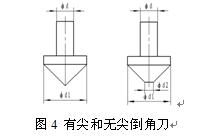
成形倒角刀有有尖和无尖两种(见图4),针对不同大小的倒角,倒角刀选择的原则为孔的直径要大于倒角刀的最小有效直径(0~d2)且小于倒角刀最大有效直径(d1),在编程加工时,通常以倒角刀的底端为Z向零点,对刀方法同立铣刀。
(2)参考程序
文章以FANUC 0i系统编程,图3小孔倒角参考程序如下:
O0001;
G0G54G90X0Y0M3S2000;(G54坐标系快速移动,主轴正转)
Z20M8;(快速到一安全高度)
G81X0Y8Z-0.5R5F80;(G81倒角)
Y16Z-1;
Y27;
Y38Z-1.5;
Y50;
Y65Z-2;
Y80;
Y95Z-2.5;
Y112;
Y130Z-3;
Y155;
G0G80Z200;(快速抬刀)
M30;(程序结束并返回)
3、成形铣刀倒轮廓倒角
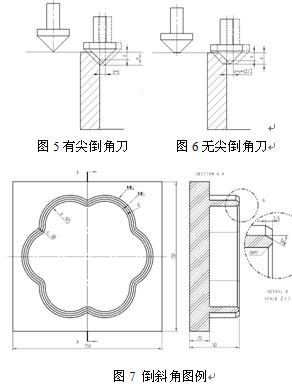
任意轮廓的倒角可根据倒角特征选择成形倒角刀加工,主轴旋转,以轮廓为切削轨迹,通过Z向切深和刀具补偿完成轮廓倒角加工。下面以90°倒角刀为例,分别以有尖和无尖两种形式,探究轮廓倒角加工。
(1)加工原理
有尖倒角刀以底端对刀,轮廓程序中Z向深度若为n,半径补偿输入n-c,倒出的倒角就为c(见图5);无尖倒角刀以底端对刀,Z向深度若为n,半径补偿输入n-c+d1/2,倒出的倒角就是c(见图6)。如果对于精加工的倒角,我们通常也可以先编好程序,刀补先给大,补正之后,将模式打到手轮状态,“相对坐标”清零,用手轮摇到你满意的位置,观察坐标系偏移了多少,用原来的刀补减掉这个值输入现在刀补,也可完成倒角加工。
(2)参考程序
下面以图7中轮廓倒C2的倒角为例说明,加工程序如下:
O0002;
G0G54G90X0Y0M3S2000;(G54坐标系快速移动,主轴正转)
Z20M8; (快速到一安全高度)
G0X40;(快速移动到下刀点)
G1Z0F300;(到Z0面)
M98P0003L1;(调用0003子程序1次)
G0Z20;(抬刀到20)
X80;(快速移动到点)
G1Z0F300; (到Z0面)
M98P0003L1;(调用0003子程序1次)
G0Z200;(抬刀)
M30;(程序结束并返回)
O0003;(加工轮廓1)
G91G1Z-nF200;(切深n)
G1G41D1X60F300;(D1=n-2或n-2+d2)
……;(轮廓1轨迹)
G1G40X40;(取消刀补)
M99;(返回子程序)
◆ 宏程序倒角
数控宏程序在轮廓加工中有着不可替代的作用,尤其在大批量生产中更加体现宏程序的优势,程序容量小,加工效率高。下面讨论宏程序加工轮廓倒角方法。
(1)可编程参数G10
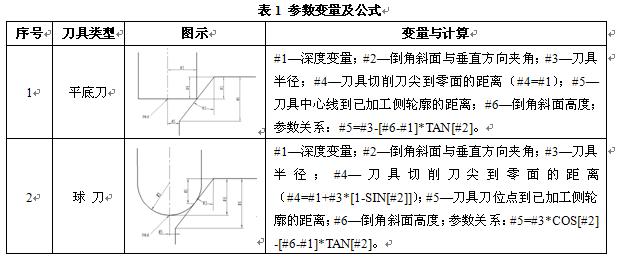
轮廓倒斜角可使用平底铣刀或球刀,通过可编程参数G10结合宏程序变量完成倒角加工。Fanuc系统中G10可输入系统参数、坐标系参数、刀具补偿值和刀具寿命等,使用刀具半径补偿值中的D代码编程格式为:“G10L12P__R__”,P为刀具补偿号,R为刀具补偿值。编程的具体参数如表1。
(2)参考程序
下面以图7中3.5x30°和C2倒角为例,结合表1的参数说明进行倒斜角的宏程序编程,程序如下:
O0004;
G0G54G90X0Y0M3S2000; (G54坐标系快速移动,主轴正转)
X80Y0;(快速到下刀点,内倒角改为X40Y0)
Z20M8;(安全高度)
#1=0;(深度变量初值)
#2=30;(斜面与垂直方向夹角,内倒角改为45)
#3=4;(刀具半径)
#6=3.5;(倒斜角高度,内倒角改为2)
WHILE[#1LE#6]DO1;(如果#1小于等于#6,加工循环开始)
#4=#1;(Z向动态变化值)
#5= #3-[#6-#1]*TAN[#2];(刀补动态变化值)
G10L12P1R#5;(#5刀补赋值给D1)
G1Z#4F200;(加工到当前#4高度)
G41D1 X66Y0F300;(内倒角改为X60Y0)
M98P0005;(调用0005轮廓子程序)
G0G40 X80Y0; (内倒角改为X40Y0)
#1=#1+0.1;(深度递增步长)
END1(循环1结束)
G0Z200;(抬刀)
M30;(程序结束并返回)
以上程序为3.5x30°倒角程序,M98P0005为外轮廓的轨迹描述,如若使用平底刀加工内轮廓2 x45°倒角,只需按照括号中的说明改动即可;如若使用球刀加工以上轮廓,在以上改动的基础上,同时将#4改为等于#1+#3*[1-SIN[#2]],#5改为等于#3*COS[#2] -[#6-#1]*TAN[#2]即可。
◆ CAM倒角
倒角也可以使用CAM软件自动编程,目前CAM软件有很多,比如UG、Master CAM、CAXA制造工程师、Powermill、Pro-E、cimatron等等,不管是专业CAM软件还是嵌套式CAM软件,其各有优缺点,本文章以UG软件中嵌套的CAM模块用平底立铣刀(Ф8)和球刀(R4)分别编制图8倒角程序,并仿真其加工效果。
平底刀生成刀轨和实体模拟仿真加工效果见图10(a)和图10(b),球刀生成刀轨和实体模拟仿真加工效果见图11(a)和图11(b)。
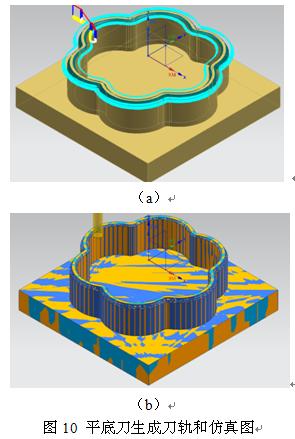
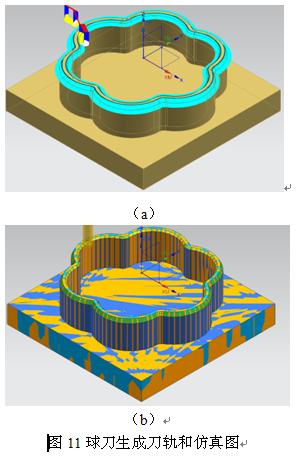
根据图10、图11生成刀轨和加工仿真图,可知平底刀和球刀加工倒角,其余参数一致唯刀具类型不同的情况下,平底刀切削刀路少于球刀,加工效率高于球刀,但是球刀加工的效果要好于平底刀。读者可根据实际需求选择其中一种加工方法应用,最后通过UG后处理生成G代码输入数控机床完成零件加工。
About
Changzhou Cnpow Mechanical Technology Co., Ltd.is located in the heavy industrial city - Jiangsu Changzhou, the registered capital of 3 million yuan, covers an area of 30000 square meters, has more than 100 employees, ...
MORE
Products
Products












Contact us
- Changzhou Cnpow Mechanical Technology Co., Ltd.
- Contacts: Ting .Tang
- Tel:0519-83819111
- Mobile:13775075252
- E-mail:zodojx@163.com
- ADD:Changzhou city Wujin District Hengshanqiao Town XiYancun Industrial Park